CNC-Langdrehautomaten vom Typ Tornos für komplexe Teile in Klein- bis Grossserien
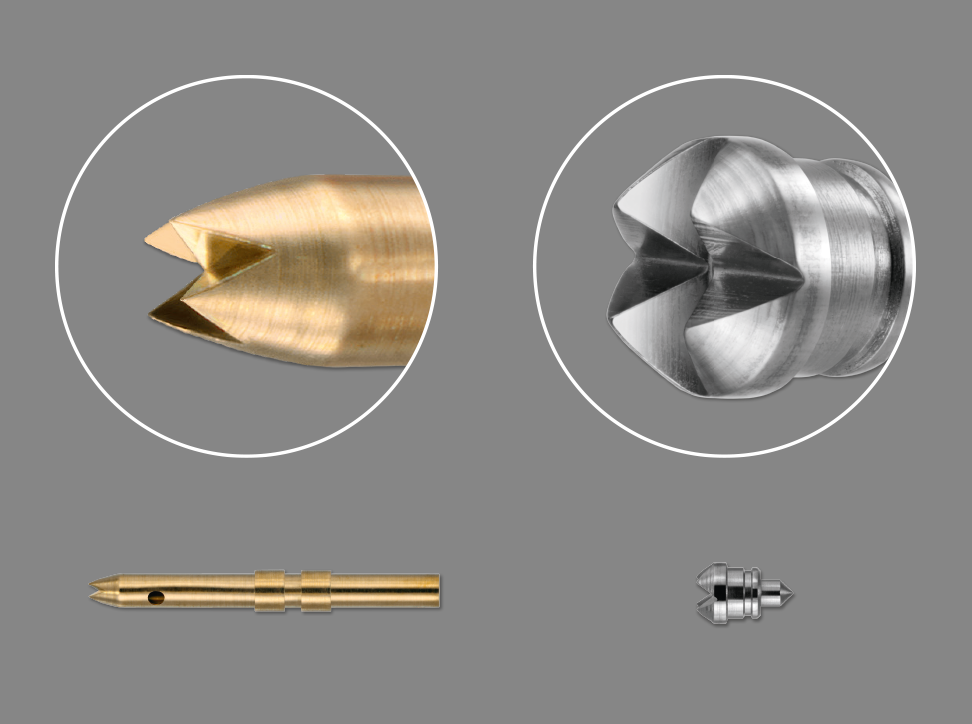
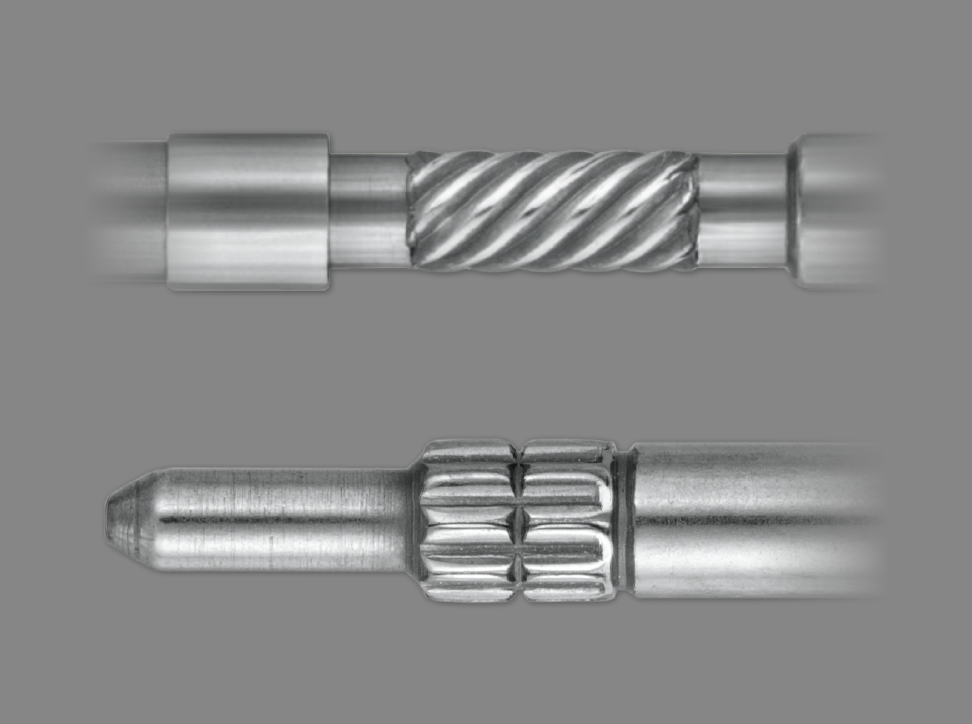
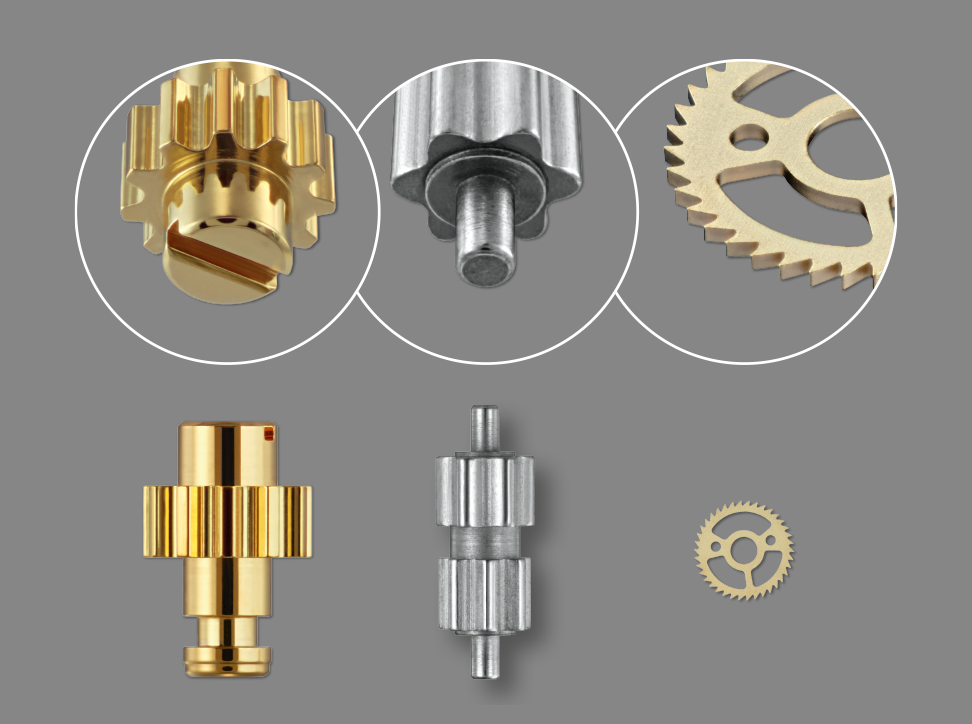
Die numerisch gesteuerten (CNC) Drehmaschinen von Polydec SA werden für die Fertigung von sehr kleinen Teilen mit komplexer Geometrie eingesetzt, die nicht auf den "Escomatic"-Drehautomaten realisiert werden können. Sie verfügen alle über einen zusätzlichen automatischen Stangenlader. Im Gegensatz zum Escomatic-Verfahren dreht das Material und die Werkzeuge sind nicht angetrieben.
Im gleichen Arbeitszyklus können zudem weitere Bearbeitungen vorgenommen werden, oft in Gegenbearbeitung: Polygonaldrehen, Verzahnen, Fräsen, Bohren, Gewindewirbeln/-bohren oder Gewindeschneiden.
Beispiele von meistverwendeten Materialien
- Automatenweichstahl
- Härtbarer Automatenstahl
- Baustahl
- Martensitischer rostfreier Stahl
- Austenitischer rostfreier Stahl
- Kupferlegierungen (CuBe, Messing, Neusilber, Bronze)
- Edelmetalle (Palladiumlegierung, Gold)
- Titan
Übliche Abmessungen
Durchmesser zwischen 0.05 mm und 6 mm
Max. Länge 80 mm
Branchen
- Uhrenindustrie
- Automobilindustrie
- Elektronik
- Medizinaltechnik
Toleranzen
Einhaltung von Toleranzbereichen von +/- 2µm (0.002 mm), je nach Material und Geometrie des Werkstücks