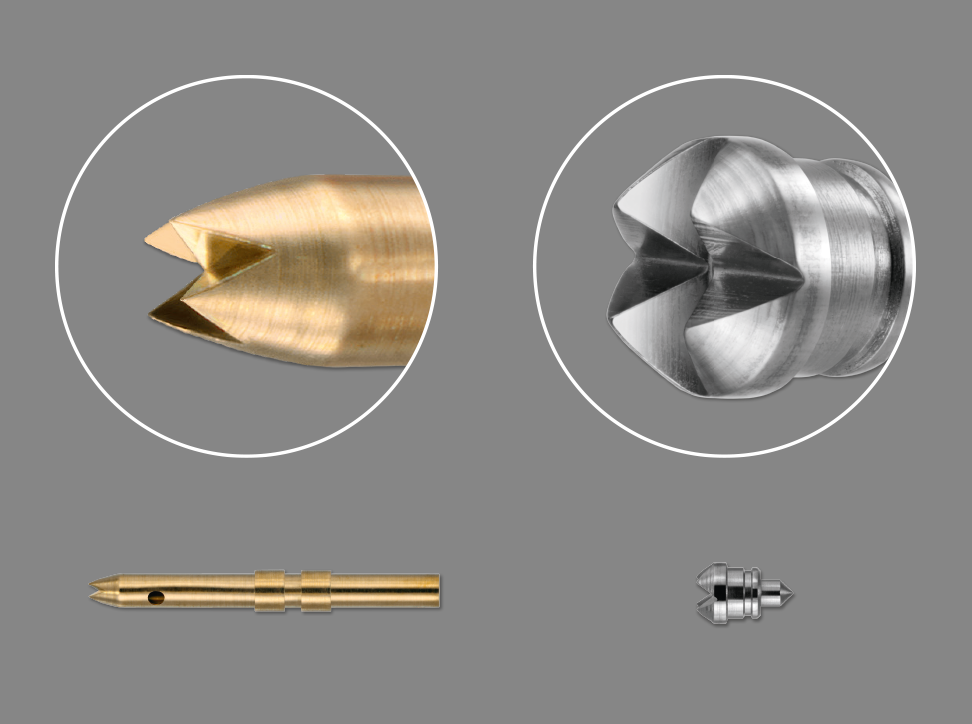
Tours automatiques CNC à poupée mobile type "Tornos" pour des pièces complexes de petites à grandes séries
Les tours automatiques à commande numérique (CNC) sont réservés au décolletage de pièces très petites aux formes complexes, ne pouvant pas être produites sur les décolleteuses "Escomatic". Ils sont tous munis de ravitailleur additionnel pour un chargement automatique de la matière en barres. À l’inverse du procédé "Escomatic", la matière tourne sur elle-même et les outils restent fixes.
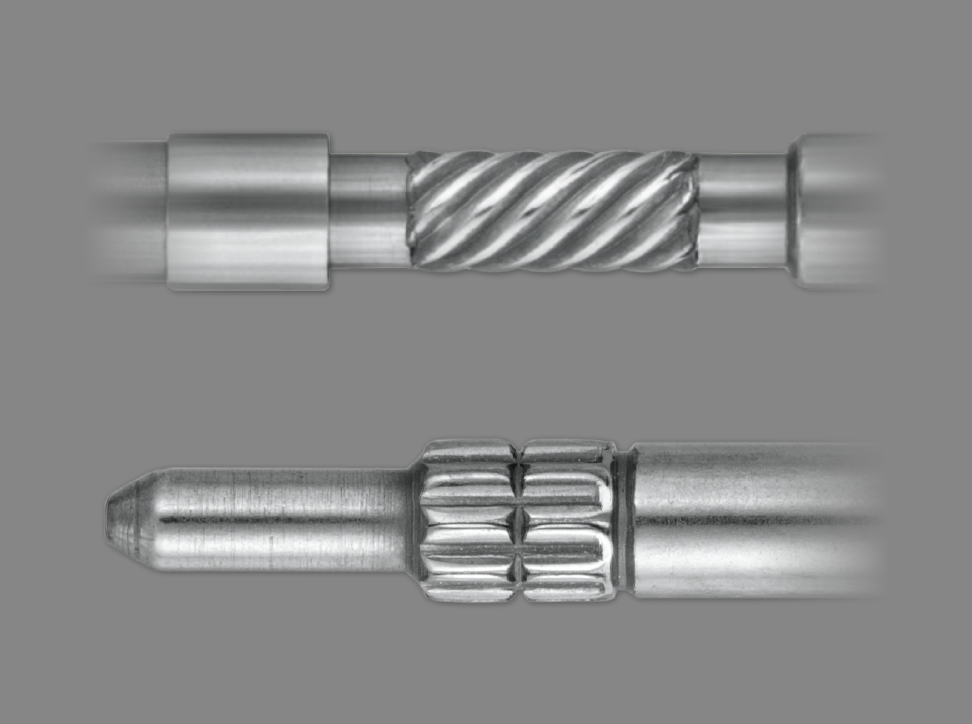
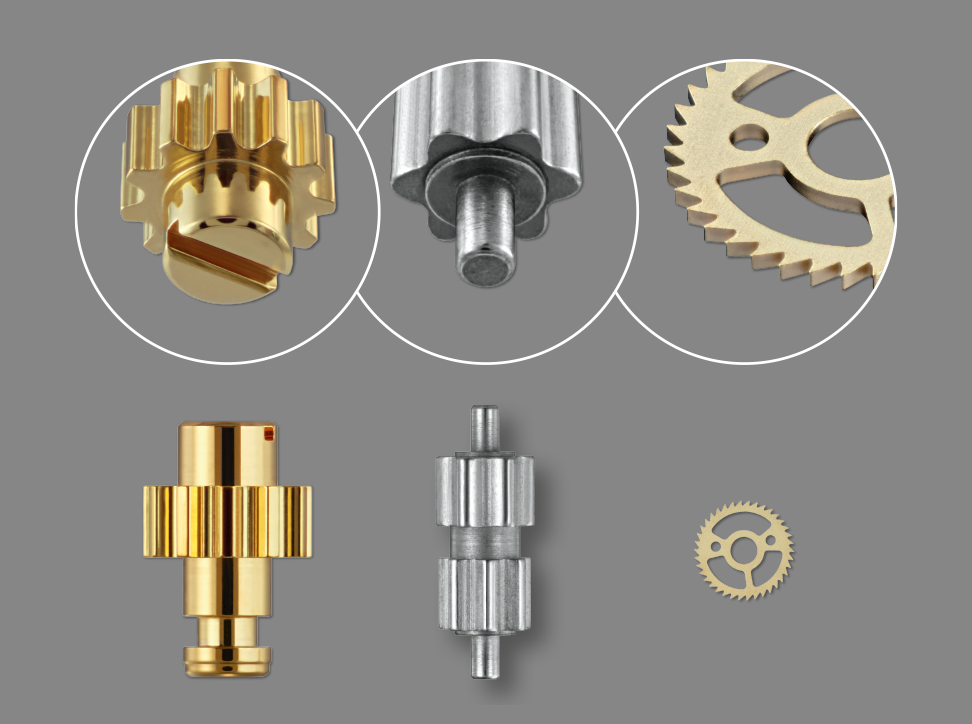
D'autres opérations techniques peuvent être réalisées dans le même cycle de travail, souvent en contre-opération: polygonage, taillage, fraisage, perçage, tourbillonnage/taraudage ou encore filetage.
Exemples de matériaux les plus utilisés
- aciers doux pour automates
- aciers de trempe pour automates
- aciers de construction
- aciers inoxydables martensitiques
- aciers inoxydables austénitiques
- alliages cuivreux (CuBe, laiton, maillechort, bronze)
- métaux précieux (alliage palladium, or)
- titane
Dimensions usuelles
Diamètres entre 0.05 mm et 6 mm
Longueur max. 80 mm
Secteurs d'activité
- horlogerie
- automobile
- électronique
- médical
Tolérances
Possibilité d'atteindre des tolérances de +/- 2µm (0.002 mm) selon la matière et la géométrie de la pièce