Wärmebehandlung
Um den Drehteilen eine makellose Oberflächengüte zu verleihen, bietet Polydec SA ein umfassendes Angebot an zusätzlichen und vielseitigen Behandlungen an.
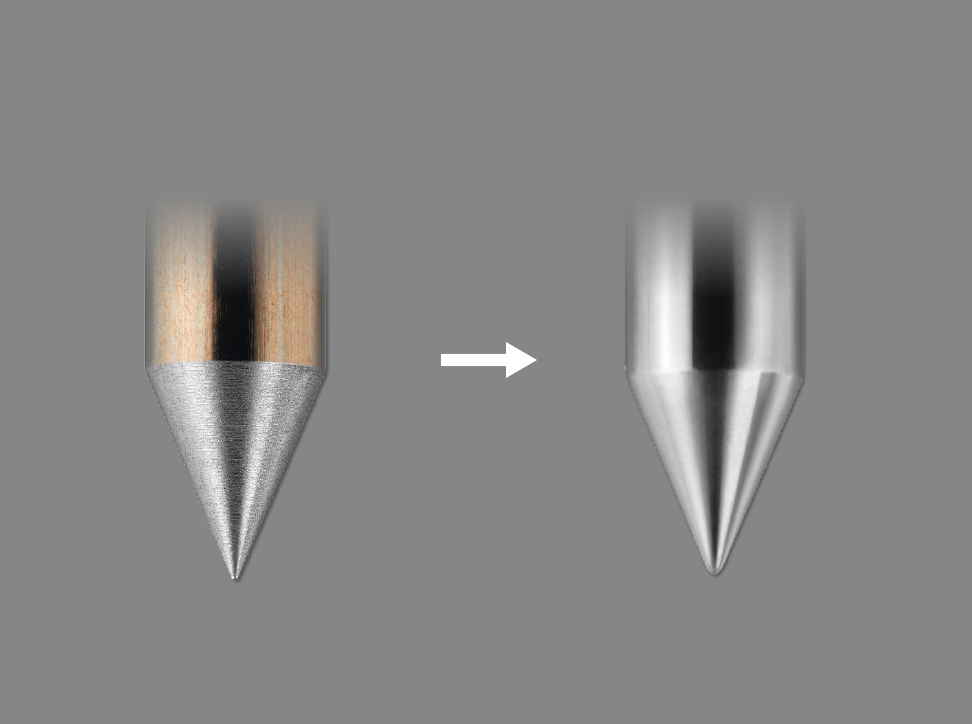
Härten und Anlassen
In den meisten Fällen ist das Härten aus verschiedenen Gründen erforderlich:
- Verminderung der mechanischen Abnutzung
- Erhöhung der Lebensdauer
- Keine Verformungsprobleme bei der Montage
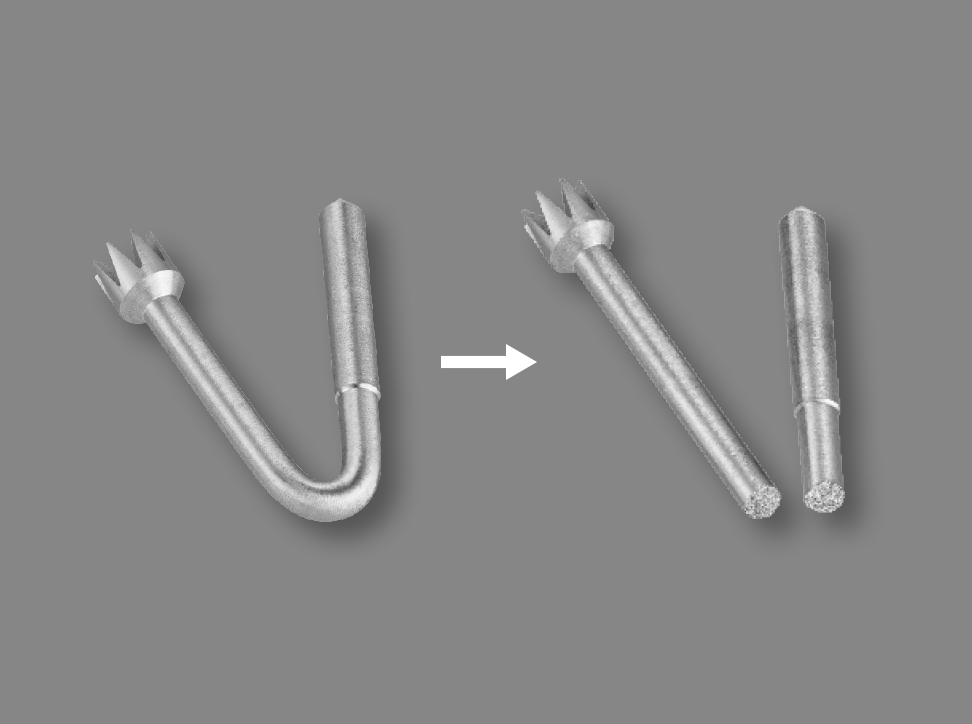
- Funktionsgarantie (zum Beispiel bei den Prüfspitzen)
Die Härte des Stahls wird durch Erhitzung der Teile auf 800 bis 1000 °C und einer anschliessenden schnellen Abkühlung erzielt. Durch diese Behandlung wird der Stahl härter, gleichzeitig aber auch spröder und damit zerbrechlicher. Um einen guten Kompromiss zu erreichen und das Material zu entspannen, werden die Teile ein zweites Mal auf eine von der gewünschten Härte abhängige Temperatur erhitzt. Diese Entspannung wird «Anlassen» genannt.
Für diese Behandlungen ziehen wirspezialisierte, zuverlässige Partner bei, die ihre Aufträge zu unserenstrengen Qualitätsanforderungen ausführen.
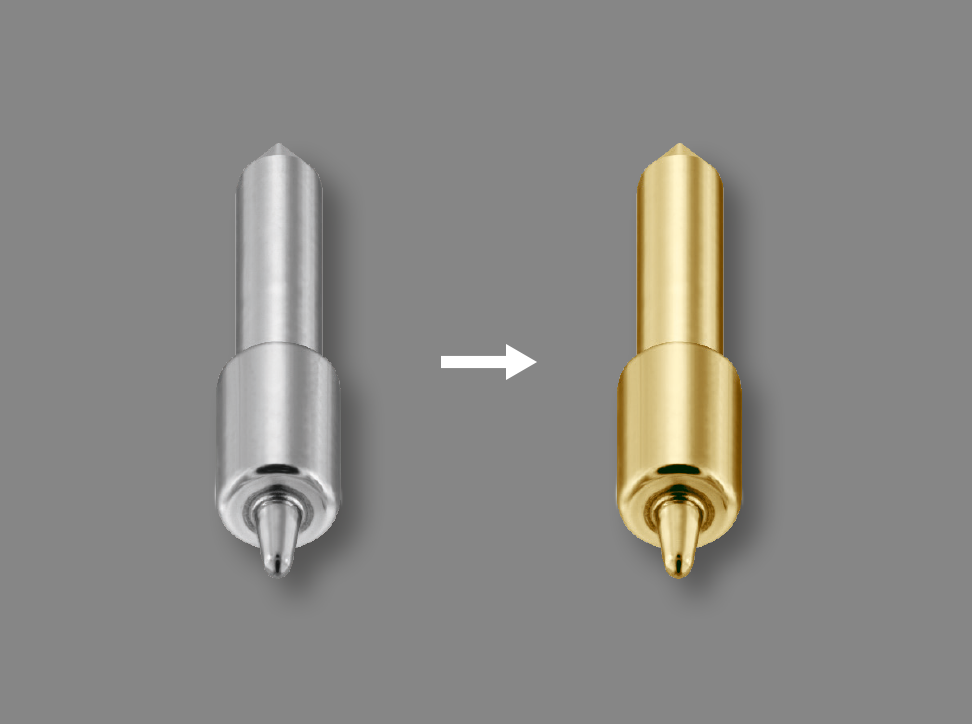
Strukturelle Härtung
Wie das Härten ist auch das strukturelle Härten ein Vorgang, der darin besteht, die mechanische Festigkeit der Teile zu erhöhen. Dieses Verfahren wird beispielsweise bei bestimmten Legierungen wie CuBe, Arpal und Palladiumlegierungen durchgeführt (nicht möglich bei Stahl).
Die Teile werden ca. 2 Stunden lang auf über 300°C erhitzt und dann langsam abgekühlt, wodurch ihre Härte erhöht wird.
Diese Behandlungen führen wir ausschliesslich in unseren Werkstätten durch.
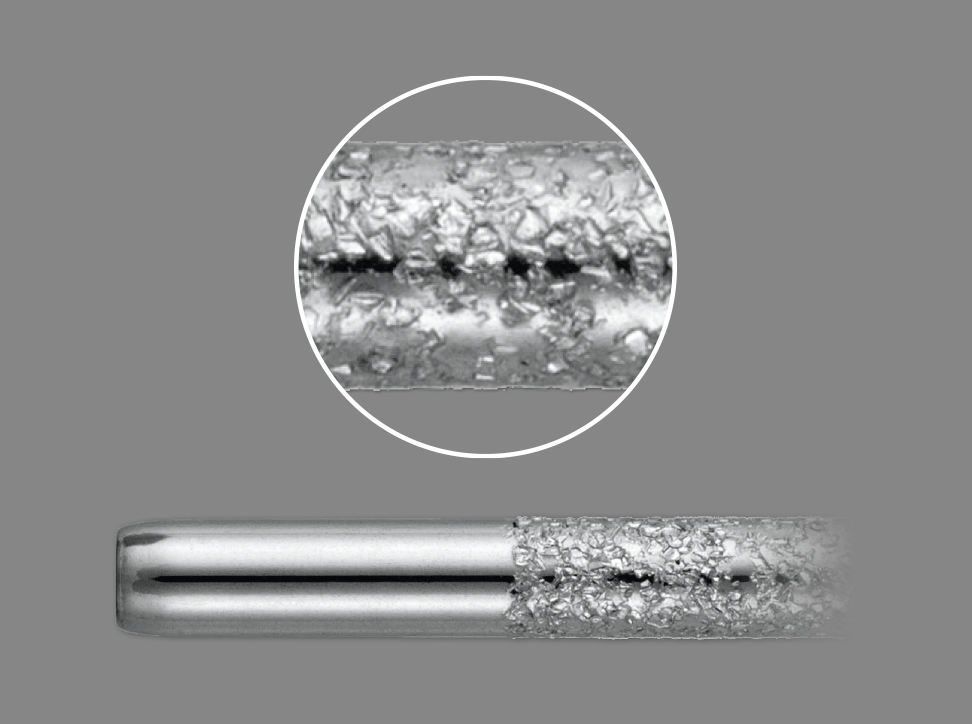
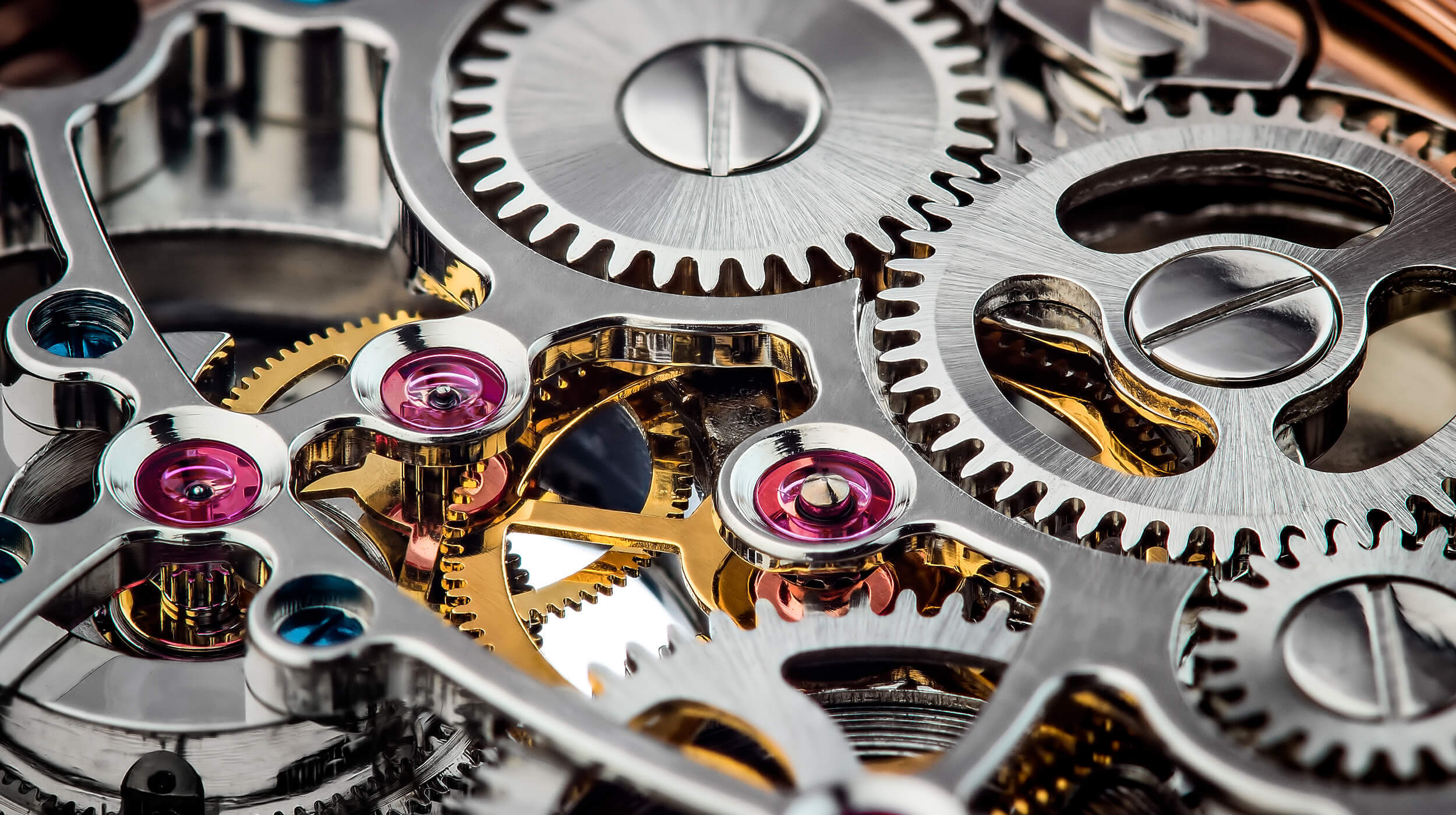
Einsatzhärten
Bei der Einsatzhärtung wird die Oberflächenschicht der Teile mit Kohlenstoff angereichert. Dieser Prozess wird bei Temperaturen in der Grössenordnung von 900 bis 980°C über mehrere Stunden durch Diffusion von Kohlendioxid durchgeführt.
Anschliessend kann eine strukturelle Härtung durch einen Härtevorgang durchgeführt werden.
Das Einsatzhärten härtet also die äusserste Schicht der Teile, wobei die Eigenschaften des Stahlkerns erhalten bleiben. Die Teile werden dadurch verschleiss- und reibungsfest, ohne spröde zu werden.
Für diese Behandlungen ziehen wirspezialisierte, zuverlässige Partner bei, die ihre Aufträge zu unserenstrengen Qualitätsanforderungen ausführen.